 Welcome to the crispy pages!
Welcome to the crispy pages!
Symotab has been founded to develop better coating equipment for the convenience food industry.
The variety of breaded products today on offer is already enormous.
Why?
- Convenience products offer a unique opportunity to create a company language
- More actions are given to a product whereby each action has the build in ability to make the product stand out in the market
- The ability to control the taste and quality experience by in house fully cooked products that only need warming up or can be snacked right out of the pack
- Your creativity to introduce new nutritious products will ensure continuous market growth
- Coated products appeal to environment consciousness: The meat content in a nutritious diet is reduced when tasty coating levels are increased
Sample lay out of a basic convenience line in 7 steps!
Step 1
Product supply - forming or loading products on a conveyor belt. Elements of meat poultry fish or vegetables can be pre tumbled or marinated or injected to enhance taste and juiciness of otherwise dry or low value products. An important consideration is the stickiness of these products and how to spread them over the belt width when using a standard flatbed preduster
Step 2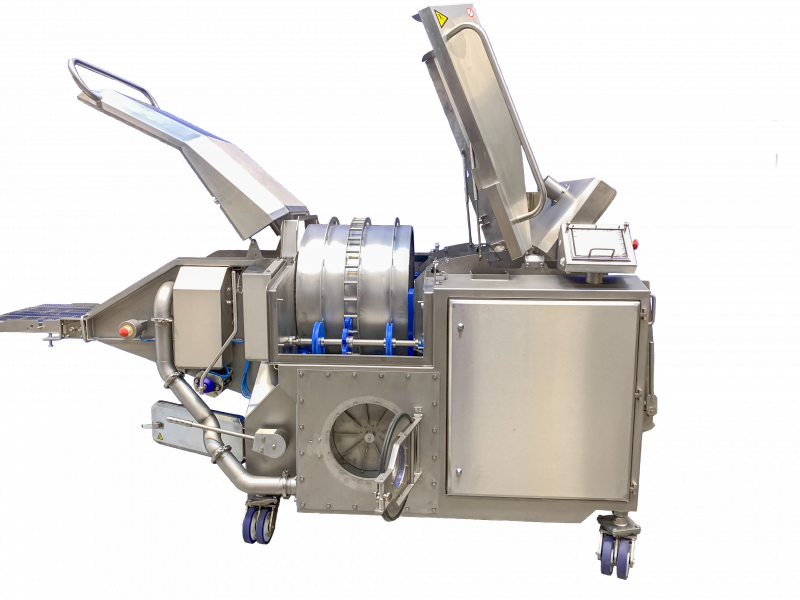 Pre-dusting - application of a fine flour to form the fundament of all further coating layers and their adhesion. This step also increases the surface of the product, important factor for total adhesion as well as for total pickup. Taste
Pre-dusting - application of a fine flour to form the fundament of all further coating layers and their adhesion. This step also increases the surface of the product, important factor for total adhesion as well as for total pickup. Taste
additives may be part of the powder composition. A precise application and even coverage is essential to produce an equal taste and mouthfeel experience.
Read here how Combo Coater does much more then applying dust
Step 3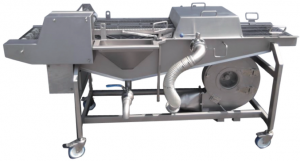 Wet coat - dipping or waterfalling thus submerging in a liquid of a predetermined viscosity, usually a batter. The viscosity is a great influencer of the overall pickup and controlling the viscosity not only at the preparation but more so at the application point determines yield, taste and bite of the end product. The viscosity therefor should be monitored constantly as well as the temperature.
Wet coat - dipping or waterfalling thus submerging in a liquid of a predetermined viscosity, usually a batter. The viscosity is a great influencer of the overall pickup and controlling the viscosity not only at the preparation but more so at the application point determines yield, taste and bite of the end product. The viscosity therefor should be monitored constantly as well as the temperature.
 Mixing batter or tempura can be cumbersome as some powders tend to form lumps that take longer to dissolve. The mixing process is also depending on the accuracy of a line operator. Read more...
Mixing batter or tempura can be cumbersome as some powders tend to form lumps that take longer to dissolve. The mixing process is also depending on the accuracy of a line operator. Read more...
Step 4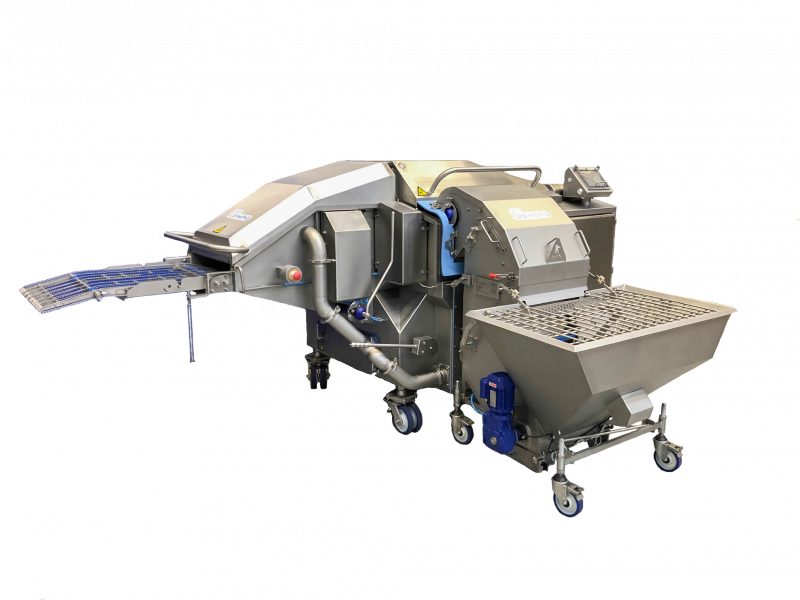 Final coat - applying a breadcrumb or a heavy breader for homestyle effect.
Final coat - applying a breadcrumb or a heavy breader for homestyle effect.
Other final coating steps may be a cornflake or a paprika or curry powder finish. This final step determines how the product looks and how stable it will be once packed. A good adhesion of the chosen coating makes a big
difference in consumer experience at the point of opening the package at home. Read here why Combo Coater is the best choice for final coating.
Some of the above steps may be repeated to increase coating yields and nutritional effects.
Step 5 Frying - in Western Europe mostly flash fry which means a very short time of frying at 180ºC between 20-45 seconds, enough to set the coating and give it an appetizing color and taste. Naturally the flash fried products are still raw inside. The wish to determine the optimal taste experience and eliminate false cooking at home explained: a too short cooking time may result in food poisoning whereas too long cooking may dry out the product too much. Frying
Frying - in Western Europe mostly flash fry which means a very short time of frying at 180ºC between 20-45 seconds, enough to set the coating and give it an appetizing color and taste. Naturally the flash fried products are still raw inside. The wish to determine the optimal taste experience and eliminate false cooking at home explained: a too short cooking time may result in food poisoning whereas too long cooking may dry out the product too much. Frying
to a core temperature of 72ºC will result in a darker product with a harder outside and yield los. In the end, consumers with that experience will not return to buy that product again.
Read here fryer details and options
Step 6
Cooking - tunnel or spiral oven where products get cooked to a core of 72ºC with help of a combination of hot air and added steam in an environment that takes care that product moisture is not lost in the steam saturated environment inside the oven.
Step 7
Freezing - individual quick freezing or IQF to minimize cell damage and moisture loss products are frozen from a core 72+ºC degrees to -18ºC degrees as fast as possible.

Be inspired about returning issues coming from a convenience line.
Which would you like to address?
- Product positioning spread over the total width of the belt
- Irregular products that need a powder massage to get them fully covered
- Crumb losses in the pack / adhesion problems
- Sticky products, how to get them spread
- Too much moisture in your predust process
- Keeping the flour bunker topped up
- Bolt spots on products coming out
- Loose flour on top of some products being carried into the wet coating step
- Viscosity monitoring
- Pickup monitoring
- Time it takes to mix a new batch of batter or tempura
- Lumps in batter just will not disappear
- Batter temperature varies or gets too high during a break
- Wiremesh belt breakage during production causing line stop (hidden cost of 500-1000 Euro per 15 minutes of line immobility)
- Adjusting for optimal transfer between 2 coating machines. This covers beltspeeds and execution that stops products to be pulled into the coating machine by the returning belt
- Feedback on the line performance
- Oil management and fire safety
- Machine changeovers between recipes, the extra time it takes to adjust belts for best changeover
- Floorspace, cleaning and maintenance cost for each single purpose coating machine used that day
Step 2 Predust
How finding a better way massively reduces labour cost
 How to turn freshly cut strips bundled together into perfectly predusted products ready for wet coating without the use of manual manipulation? Same strips dusted —>
How to turn freshly cut strips bundled together into perfectly predusted products ready for wet coating without the use of manual manipulation? Same strips dusted —>
There is also an aligner conveyor available to straighten these strips before cooking
Straight away from a Tumbler into the drumbreader

 Wings tumbled with added marinade are
Wings tumbled with added marinade are
loaded all in the centre of he belt at
random and many on top of each other
<—
The same wings leaving the predust —>
process perfectly spread over the width
of the belt and very well predusted with a
pickup of 8-10%
Just 2 samples where products start their coated life without any human manipulation.
The huge savings on cost of labour alone can make the difference of selling your product with a profit or with a loss.
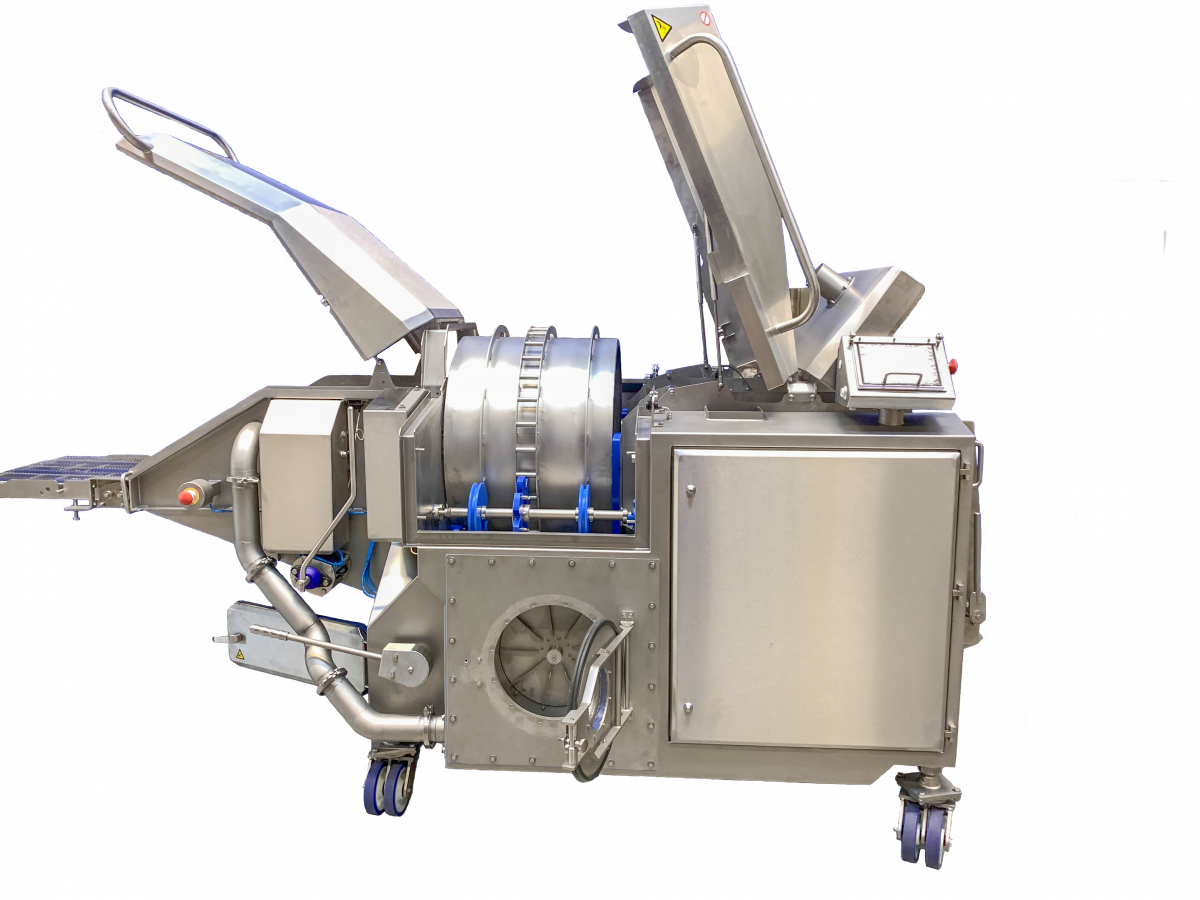
Combo Coater in drum mode. At the exit of the drum 4 spreader arms wipe tenders, strips, wings, potato chips, shrimps, mushrooms or cauliflower and many others over the entire width of the belt.
Step 3 Wet coating
How finding a better way ensures quality wet coating
A wet coating machine must apply a uniform layer of wet coating. The viscosity of the used batter or tempura is influenced by the process in front of the machine, are the products moistures or dry, is there any loose flour on them, the temperature, how well the batter is mixed lump-free and even the powder supply can defer from one batch to another. As all parameters vary during the day, a regular viscosity check is needed and often performed by quality
control every half hour. The results are written down in a daily report mostly by a second employee with dry hands
The new dipper forms an integral part of Combo Coater, with dial your viscosity feature, automatic water pulse added when viscosity is too high or viscous mix added when viscosity is too low.
The belt-speeds and desired viscosity once adjusted optimal are saved in the Combo Coater recipe of that product.
The machines can be mechanically interlocked to ensure the exact spacing between the exit and infeed belts A beautiful graphic shows instantly the condition of the battertemperature and viscosity during the last x minutes and can be photographed straight from the screen showing date and time.
A beautiful graphic shows instantly the condition of the battertemperature and viscosity during the last x minutes and can be photographed straight from the screen showing date and time.
Optional wifi connection to a desktop is available to check the parameters from remote.
A further innovation of the dipper is the new exit belt configuration. (Not shown on the photo) The new exit addresses the issue whereby some products are pulled back into the dipper. It solves a common problem with wet-coating machines currently in use and makes it easier to pass products on to a next machine.
The Symotab wet-coater is easy to clean, belts are lifted up from the bath assisted by air-cylinders.
A high capacity on board blower serves both air knives under and above the exit belt. A stainless steel cover prevents splashing.
Mixing the perfect batter or Tempura:
 The newly developed Combo mixer is designed to mix recipes in the shortest possible time. The mixer drive shaft has 2 propellers the top one is adjustable in height. With a turning speed of maximum 1400 rpm the mix is pushed towards the rounded bottom by the lowest propeller. The higher mounted propeller breaks all lumps large or small in a flash and the result is a notable smoother batter.
The newly developed Combo mixer is designed to mix recipes in the shortest possible time. The mixer drive shaft has 2 propellers the top one is adjustable in height. With a turning speed of maximum 1400 rpm the mix is pushed towards the rounded bottom by the lowest propeller. The higher mounted propeller breaks all lumps large or small in a flash and the result is a notable smoother batter.
On board viscosity is controlled. Water is automatically dosed in the preset quantity. The viscosity is measured constantly and will stop the mixer when the desired viscosity is reached.
The mixer is also controlled from the screen of the Combo Coater the connection is wireless. The mixer itself has no buttons. Mixing results show in a graph bar and are saved for later collection
Executed with a convenient table to place a bag
Optional available: double walled with or without cooling
Step 4 Final coating
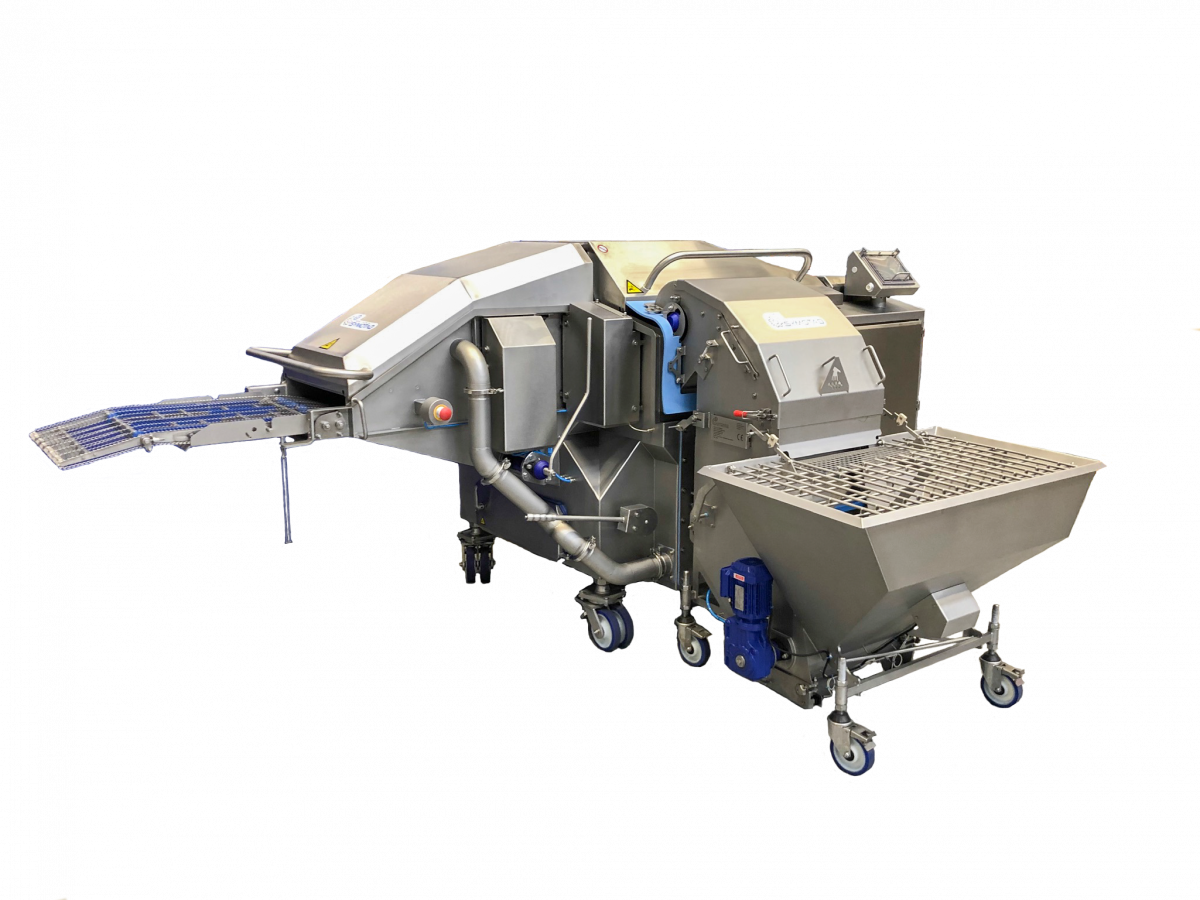
Combo Coater is used in different set ups graphically visualized below:
 Flat bed modus for all formed and delicate products. A short infeed belt creates underbed and recycles powder.
Flat bed modus for all formed and delicate products. A short infeed belt creates underbed and recycles powder.
Above the infeed belt is a curtain belt creating a constant rain of powder to cover products from the top. A separate
exit belt transports the coated items out. Under the exit-belt the speed adjustable belt knocker and above the airknife
enable perfect per product removal of excess powder.
 Drum modus for all irregular shapedproducts that require thorough coating.
Drum modus for all irregular shapedproducts that require thorough coating.
The short infeed belt transports all powder from the machine bottom to form an under-bed. The curtain belt
above the infeed rains powder on the products before entering the drum.
Thus covered products are lifted and spiralled inside the drum whilstundergoing some pressure on the coating which firms it.
Pre covering before entering the drum aides towards a cleaner operation. No need to stop to clean the drum during
production.
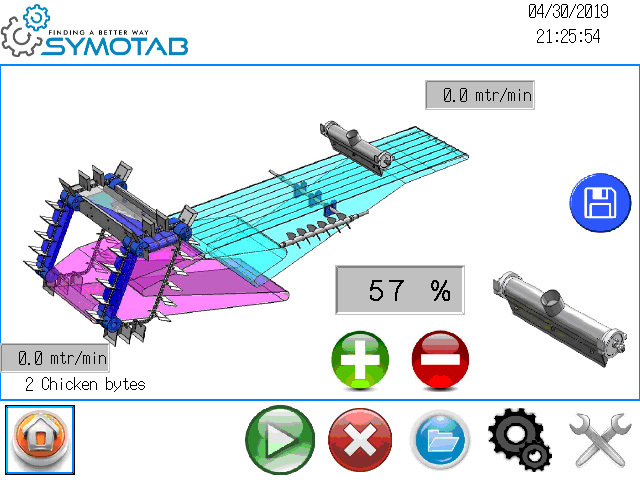
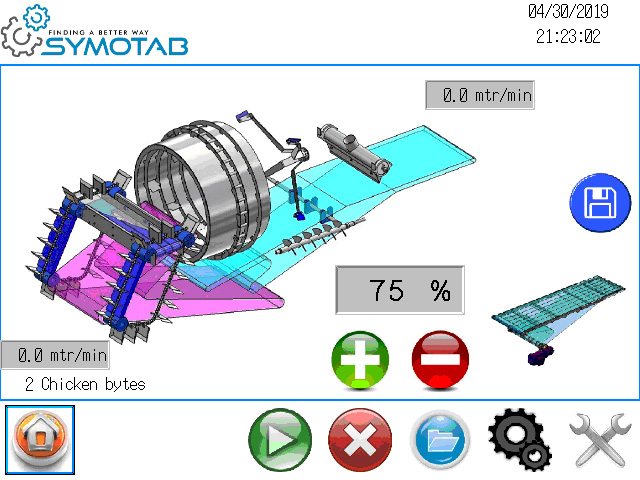
Actual operator screens are shown. Inspired by a leading tablet producer complicated machine processes are presented in their graphical appearance. Adjusting your coating machines perfectly is for sure a determinator for a quality end product. In this way any nationality operator will immediately learn how to make adjustments. Just tick in the screen on the object that needs adjustment. By plus or minus a % of the maximum motor speed of that item is shown. Once set properly the setting is saved for repeatability.
There is more that makes Combo Coater versatile:
 Flip over unit in the place of the drum. The latest forming technologies enable producers to make
Flip over unit in the place of the drum. The latest forming technologies enable producers to make
look a like tenders from whole muscle meat. A typical product contains 2-4 meat pieces. These formed, for example tenders, are too delicate to pass through a drum to give them the so desired KFC style or homestyle look and bite. The flip over unit repeats the coating on both sides of the products multiple times with moderate pressure from the massive flow of crumb.
infeed formed tenders —>
 Here is where Combo Coater can meet creativity to coat great shapes with a beautiful breader.
Here is where Combo Coater can meet creativity to coat great shapes with a beautiful breader.
Fingers for example, nutritious and once given out, great in taste, quality and appeal your customers will like a handful more.
Be sure to leave enough space in the design between the forms to allow the extra pickup without products touching each other afterapplying homestyle coating!
The combined quantity breader from the under bed and the luscious curtain both stream multiple times over the turned products helped by the same flow to turn rapidly and unharmed